5 осевая обработка
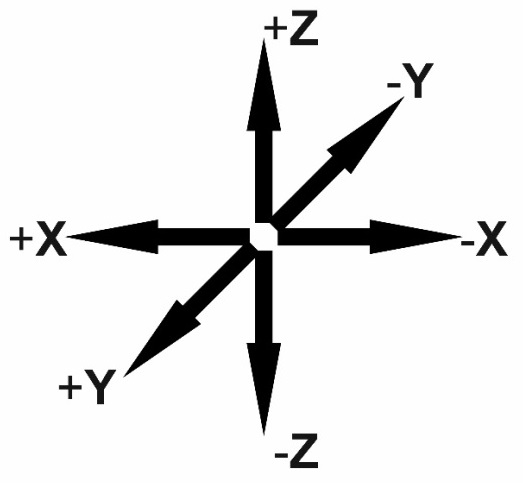
Вертикальный фрезерный обрабатывающий центр в базовой комплектации чаще всего представляет собой трехосевой станок. Его оси перемещения направлены так же, как декартова система координат и имеют соответствующие обозначения: X, Y, Z. Мало кто помнит, но совсем недавно, каких-то 20-30 лет назад, вычислительные мощности ЧПУ и экспортные ограничения (поправка Джексона-Веника отмененная в 2012 году и благополучно замененная Вассенаарскими соглашениями, по которым для поставки оборудования требуется получение лицензий и обеспечение гарантий неприменения в ВПК) не позволяли осуществлять одновременную интерполяцию с перемещением по трем осям. Технология называлась 2.5D и реализовывалась кратковременным отключением одной из осей при перемещении.
Бурное развитие аппаратно-программных комплексов позволило постепенно появиться системам управления для полноценной 3-х осевой обработки, далее 4-х и более осей одновременно. С начала 2000-х годов все больше станков с поворотной осью поступают не только на предприятия ВПК, но и в обычные металлообрабатывающие цеха. Интерес к подобному оборудованию продолжает расти благодаря ряду преимуществ:
• Значительное расширение технологических возможностей;
• Увеличение производительности;
• Увеличение точности обработки.
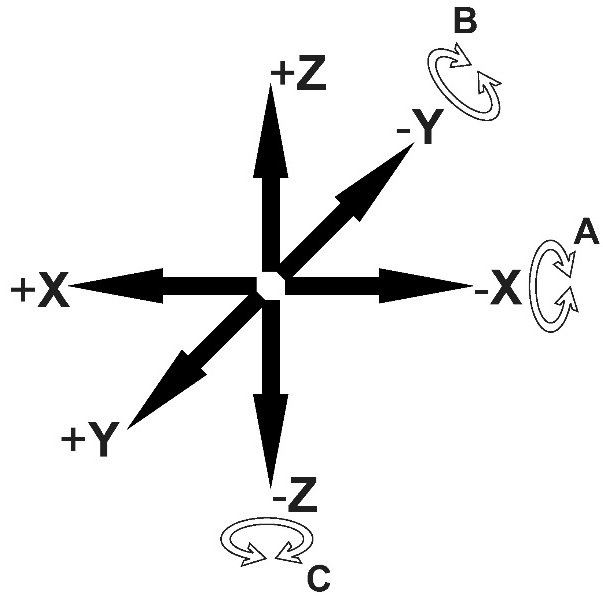
Дополнительные оси - это оси вращения, располагающиеся в трех осях декартовой системы координат. Им присвоена буквенная маркировка: A, B, C. То есть ось вращения по оси Х обозначается литерой A, по оси Y – литерой B соответственно и т.д.
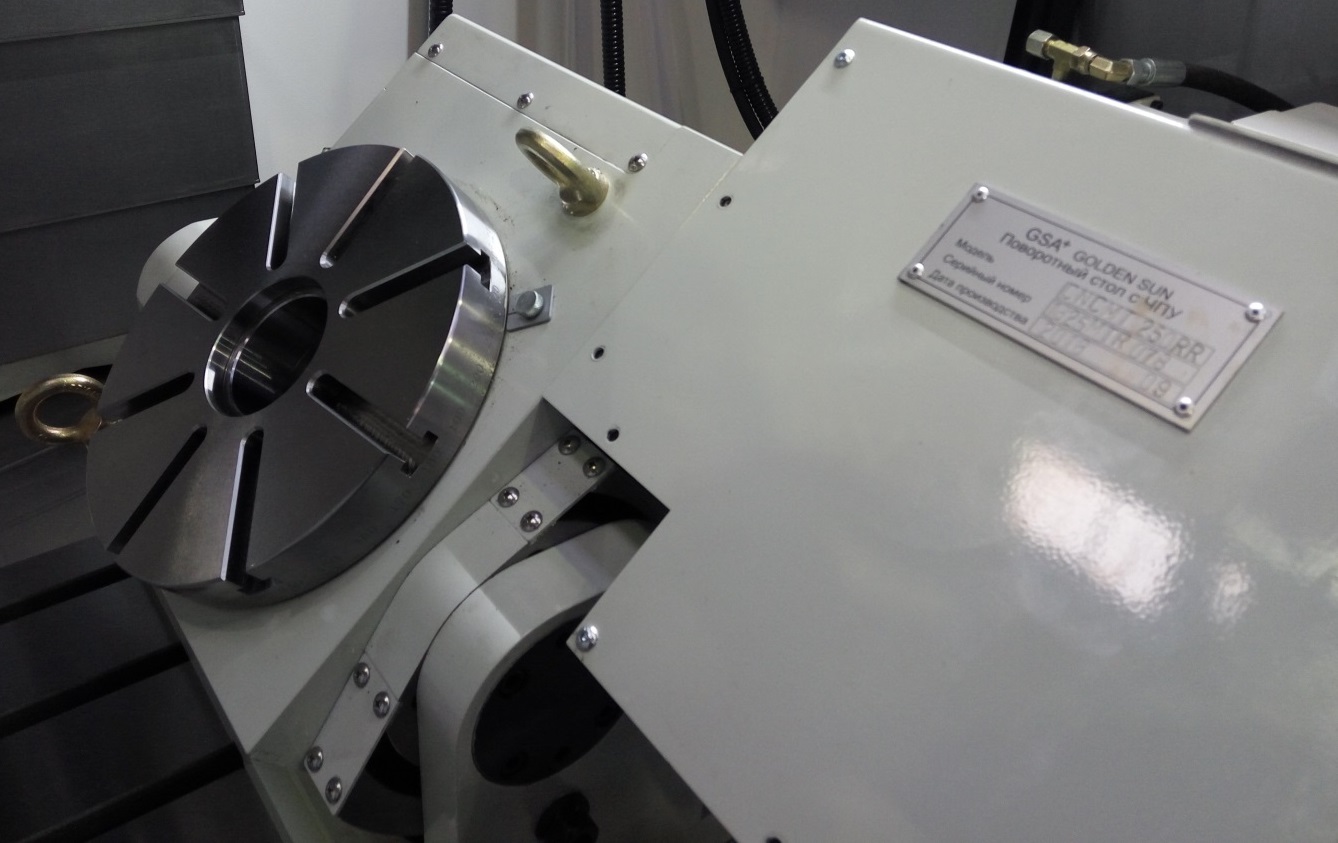
Эта ось физически реализуется в виде накладного стола на основной рабочий стол и позволяет производить обработку заготовки с 4-х сторон, оставляя необработанной только место крепления к поворотному столу или оснастке и необработанную или частично обработанную плоскость со стороны задней бабки (дальней от поворотного стола). Сведение к минимуму количества переустановок детали значительно сокращает время обработки, участие оператора и соответствующие ошибки. Таким образом значительно увеличивается производительность и точность обработки, а также сокращается количество необходимых крепежных приспособлений.
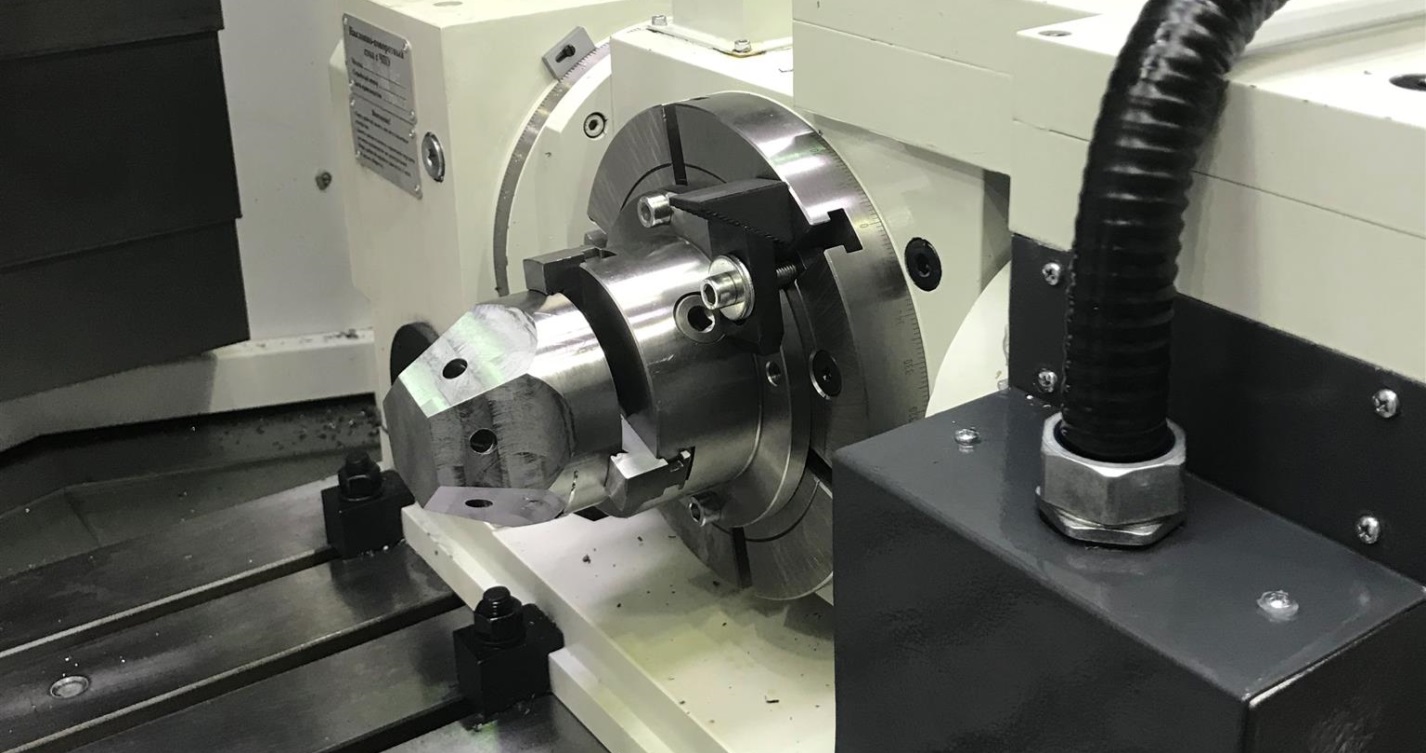
Заготовка крепится к поворотному столу при помощи трехкулачкового патрона или прижимов вставленных в Т-образные пазы. Поворот осуществляется дискретно на заданный угол или одновременно с другими линейными осями. Основным параметром, характеризующим поворотный стол - является диаметр планшайбы, к которому будет крепится заготовка или оснастка.


Дополнением к 4-ой оси для обеспечения технологических возможностей обработки деталей типа вал служит механическая задняя бабка и бабка дискового типа. Задняя бабка позволяет повысить жесткость системы при обработке деталей имеющих большую длину.
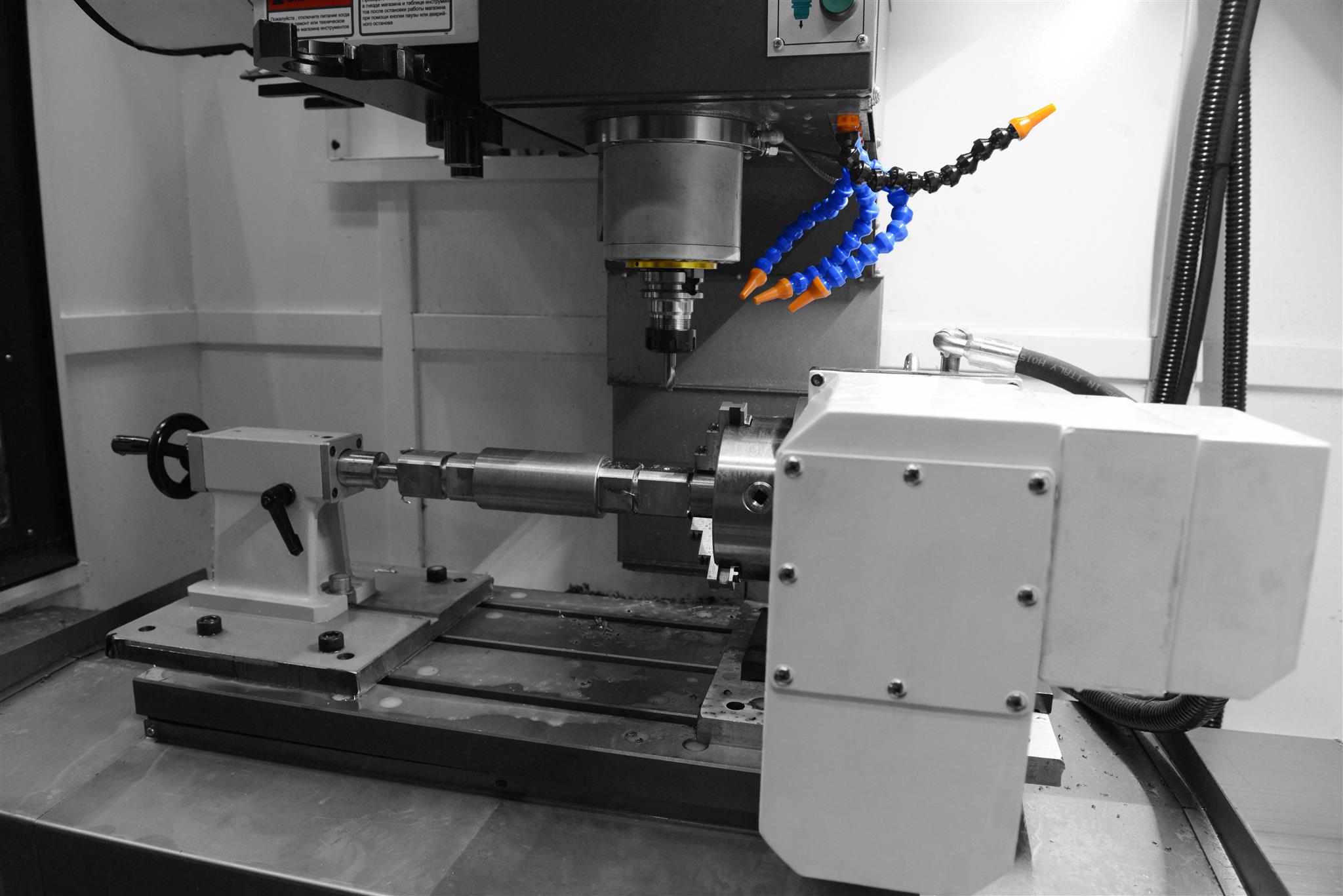
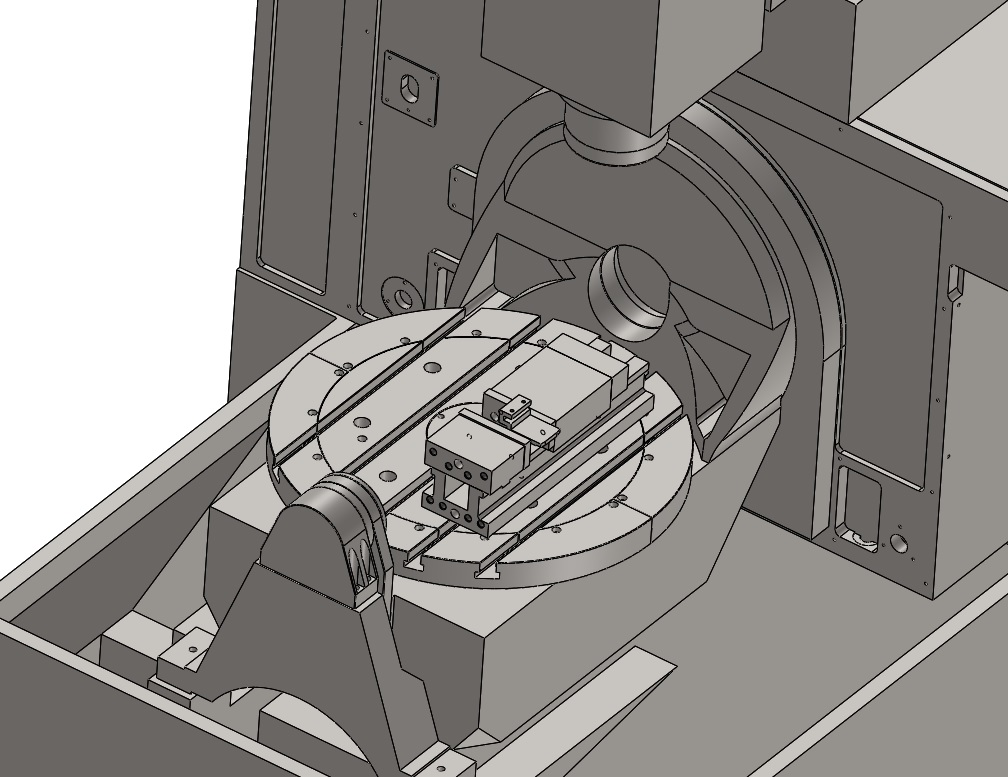
На фото представлен станок ФС65МФ4 под столом и задней бабкой установлены расширительные плиты, т.к. длина заготовки превышала технологические возможности стола из-за установленных переходных фланцев и патрона.

Следующим этапом увеличения количества степеней свободы станка является ручной наклон 5-ой оси. Полноценная поворотная ось получает возможность наклона на угол в пределах от 0 до 100 градусов (зависит от изготовителя и модели стола).
на фото поворотный столс наклоном с фрезерного обрабатывающего центра ФС85МФ4
К недостаткам ручного поворота относится необходимость вмешательства оператора для изменения угла наклона. К достоинствам - меньшая цена и расширение технологических возможностей оборудования
Двухосевой накладной стол имеет 2 управляемые от ЧПУ оси. Один мотор осуществляет поворот планшайбы, а второй - наклон.
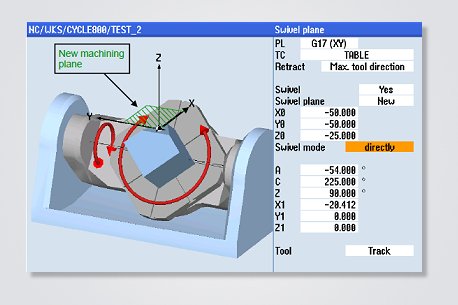
Количество одновременно перемещающихся осей составляет 4 единицы (зависит от модели ЧПУ и установленных опций), а общее количество управляемых – 5. При наличии трех линейных осей XYZ, поворотной оси A и наклонной оси С возможны любые вариации одновременного перемещения осей.
Все это позволяет за один установ выполнить 5-ти плоскостную обработку - например, фрезеровку, сверление, расточку, и т.д. с 5 сторон заготовки, тем самым, исключая погрешность базирования при перестановке детали (между станками или приспособлениями), что особенно важно при жестких требованиях взаимного расположения отверстий и поверхностей..
Полноценная 5-ти осевая обработка
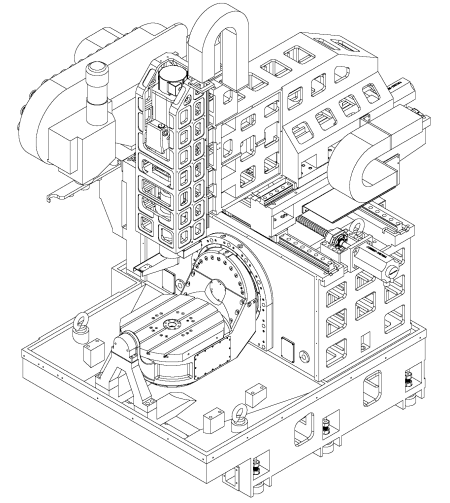
Наклонно-поворотный накладной стол имеет ограничения по габаритам и редко превышает диаметр 320 мм (даже для станка ФС160МФ5). Решение данной проблемы - это использование интегрированного стола - например как у вертикального обрабатывающего центра МФЦ-650. Диаметр планшайбы - 650 мм. Возможности ЧПУ Siemens 840D и 5-ти осевой трансформации Traori.
Пример пятиосевой обработки - Lada vasta
Другие варианты кинематики (наличие наклонно-поворотного шпинделя)
пока не производятся нашим станкостроительным заводом
Ограничения применения накладных поворотных осей:
1. Дополнительная нагрузка на рабочий стол. Стол + моторы + крепежная оснастка + вес заготовки не должны превышать грузоподъемности стола.
2. Уменьшение габаритов рабочего стола при установленном поворотном или наклонно-поворотном столе (включая место под заднюю бабку)
3. Возможное взаимовлияние (столкновение) кабинетной защиты станка и кожухов поворотной оси (выбор места установки, установка дополнительных лимитов перемещения линейных осей)
4. Возможное уменьшение максимальных параметров инструмента (уменьшение максимальной длины или диаметра устанавливаемого инструмента)
5. Относительно небольшие габаритны обрабатываемых деталей (диаметр до 250, высота зависит от формы заготовки). Форма заготовки может оказывать влияние на максимальные углы наклона стола (необходимо предотвращать врезание в рабочий стол)/
6. Из-за подъема оси вращения от базовой поверхности рабочего стола уменьшается величина перемещения по оси Z. (320мм и больше – только на станках ФП)
7. Усложнение CAD-CAM программы. Необходима поддержка постпроцессором функций обработки в поворотной или поворотных осях
8. Сложность применения задней бабки с наклонно-поворотным столом (ограничение длины детали)
Комплект стола:
1. Поворотный стол с установленным-моторами, подключением силовых и сигнальных кабелей, силовой модуль в электрошкаф, опция 4-ой оси.
2. Фиксаторы к столу – Т-образные закладные гайки, крепежные болты. Прижимы при необходимости.
3. Фиксаторы к планшайбе поворотного стола – 4 шт – Т-образные закладные гайки.
Как показывает многолетний опыт в станкостроении, 5-осевая обработка с непрерывным одновременным изменением всех трех координат и двух углов вращения, необходима не во всех случаях мехобработки. Чаще всего массовому производству требуется высокоскоростное многоплоскостное фрезерование.
Наилучшим образом такой вид обработки реализован в 4+1 осевом исполнении фрезерного центра. За счет максимального сокращения переустановов детали повышается точность обработки, снижается общее время обработки, повышается производительность при общем расширении технологических возможностей.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
