Системы смазывания токарных станков
Долговечность токарного оборудования определяется ресурсом работы поверхностей трения узлов и деталей, что определяется своевременным и правильным их смазыванием. Уменьшение трения снижает потребляемую мощность и, соответственно, нагрузку на детали, что, в свою очередь, сокращает износ трущихся плоскостей. Смазка узлов станка сохраняет точность резания, повышает КПД, поддерживает рабочую температуру в заданных пределах.
Критерии выбора масел и смазок
 Масла и смазки разделяются по степени вязкости. Большие удельные нагрузки на сопряженные узлы и высокая температура требуют более вязкого смазочного материала. При высоких скоростях перемещения поверхностей трения относительно друг друга применяется смазка меньшей вязкости.
Масла и смазки разделяются по степени вязкости. Большие удельные нагрузки на сопряженные узлы и высокая температура требуют более вязкого смазочного материала. При высоких скоростях перемещения поверхностей трения относительно друг друга применяется смазка меньшей вязкости.
Выбор масла обуславливается температурой окружающего воздуха — смазка не должна застывать в процессе работы, а температура вспышки должна быть выше рабочей температуры поверхностей в самый нагруженный период работы.
Так, для смазывания шестеренчатых передач, применяются масла средней вязкости. Для плоскостей направляющих, имеющих малые скорости перемещения, применяют смазку повышенной вязкости. Подшипники шпиндельных узлов требуют маловязких материалов.
Смазка токарного станка осуществляется как вручную, так и автоматически. В автоматических линиях применяют централизованную смазку узлов с периодической подачей масла в определенные точки. Такой подход осуществляется для наиболее нагруженных шпиндельных узлов, коробок подач.
Системы смазки
Работа смазочных устройств основана на простых физических законах, позволяющих доставить масло в необходимую точку:
- Сила тяжести позволяет жидкости перетечь к месту трения самотеком (капельное смазывание).
- Капиллярные силы поднимают масло на некоторую высоту при помощи фитилей, войлочных подушек, пористых втулок.
- Силы вязкого трения между смазкой и поверхностью удерживают жидкость, не давая ей стекать вниз.
- Давление на поверхность смазочного материала используется в масленках и ручных поршневых насосах.
- Центробежные силы заставляют смазочную жидкость под давлением поступать к сопряженным поверхностям.
- Силы инерции разбрасывают смазочные частицы при захвате их вращающимися элементами узлов станка.
- Перепад давлений, создаваемый самим механизмом, создает самовсасывание масла.
Ручная периодическая смазка определяется техническим регламентом и производится с помощью масленок, шприцев через технологические отверстия в оборудовании, закрытые в рабочее время подпружиненным шариком или поворотной крышкой. Применение ручного поршневого насоса, подающего смазку под избыточным давлением, позволяет доставить смазочный материал в труднодоступные места.
Фитильная и капельная смазка. Производится при непрерывном поступлении масла к поверхностям. Предварительно происходит заполнение специальных емкостей смазкой, из которых оно поступает к месту назначения. Для этого применяются простые по конструкции фитильные и капельные масленки, ввернутые в смазочные каналы. В капельных масленках интенсивность подачи масла можно регулировать специальным игольчатым устройством.
Циркуляционный способ заключается в принудительной подаче масла под давлением к трущимся деталям с помощью гидравлического насоса. Далее масло стекает в поддон самотеком. Для каждого ответственного узла станка может быть использован индивидуальный насос. Специальные устройства контролируют количество подаваемого к узлу масла.
Картерная смазка или подача смазывающей жидкости разбрызгиванием применяется для механизмов, заключенных в отдельный корпус и имеющих емкость для масла. Крыльчатка, установленная на быстроходном валу механизма, захватывает жидкость и разбрасывает ее по внутреннему пространству. Разбрызгивание возможно и с помощью одной из шестерен, погруженной в масло на определенную глубину.
Комбинированная схема смазки включает совокупность нескольких методов, когда трудно добиться оптимального смазывания деталей каким-то одним из способов.
Твердые смазки
Твердые или пластичные смазки образуются смешиванием минеральных жидких масел со специальными загустителями. Состав загустителя определяет свойства смазки. Распространены кальциевые, литиевые, натриевые смазки, так называемые солидолы, литолы и т. д.
Пластичный материал смазки снижает трение в подшипниках узлов и механизмов. Смазка должна сохранять стабильность под воздействием высоких температур, механических давлений, предотвращать попадание воды и абразивных частиц. В нерабочем состоянии механизмов, когда нет больших нагрузок и высокой температуры, пластичная смазка выступает в роли консерванта, предохраняя металл от коррозии.
Смазка режущего инструмента
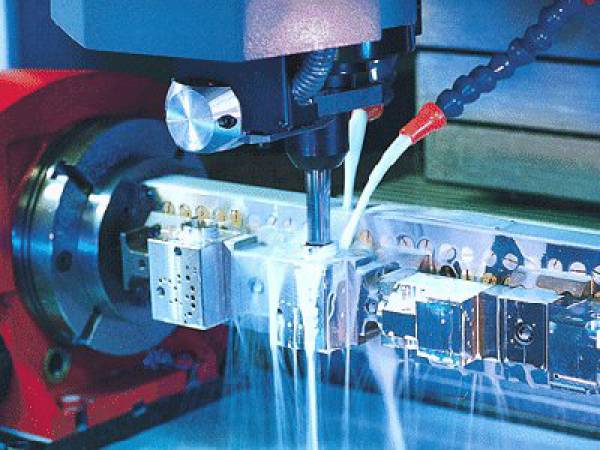 Помимо смазки узлов и механизмов токарного станка, необходимо смазывание и одновременно охлаждение режущего инструмента (резцы, сверла, метчики, фрезы), что повышает качество обрабатываемой поверхности, снижает износ инструмента и тепловыделение, увеличивает производительность.
Помимо смазки узлов и механизмов токарного станка, необходимо смазывание и одновременно охлаждение режущего инструмента (резцы, сверла, метчики, фрезы), что повышает качество обрабатываемой поверхности, снижает износ инструмента и тепловыделение, увеличивает производительность.
Это достигается применением СОЖ (смазочно-охлаждающих жидкостей), представляющих собой эмульсию, состоящую из масла и воды. Также в эмульсии входят присадки: противоизносные и противозадирные. Состав эмульсий зависит от свойств материала и технологических условий его обработки.
Долговечная и безаварийная работа станка зависит от правильной и своевременной его смазки. Токарь должен знать все тонкости обслуживания механизмов. Для этих целей разрабатываются методические пособия, инструкции.
Так называемая карта смазки токарного станка показывает все точки оборудования, подлежащие обработке маслами и пластичными смазками. В ней указаны способы смазывания, марки масел, периодичность, сроки замены и количество смазочных жидкостей. Карта вывешивается у рабочего места токаря и является обязательным для исполнения документом.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
